Po prvé, povrchová úprava a drsnosť povrchu sú rovnaké pojmy a povrchová úprava je iný názov pre drsnosť povrchu. Povrchová úprava sa navrhuje podľa vizuálneho pohľadu ľudí, pričom drsnosť povrchu sa navrhuje podľa skutočnej mikroskopickej geometrie povrchu. Kvôli spojeniu s medzinárodnou normou (ISO) Čína po osemdesiatych rokoch minulého storočia prijala drsnosť povrchu a zrušila povrchovú úpravu. Po vydaní národných noriem pre drsnosť povrchu GB3505-83 a GB1031-83 sa už povrchová úprava nepoužíva.
Existuje zodpovedajúca porovnávacia tabuľka pre povrchovú úpravu a drsnosť povrchu. Drsnosť má vzorec na výpočet merania, zatiaľ čo hladkosť sa dá porovnať iba s meradlom vzorky. Preto je drsnosť vedeckejšia a prísnejšia ako hladkosť.
Lesk povrchu udáva intenzitu difúzneho odrazu svetla na povrchu predmetu. Voľným okom, ak je povrchový difúzny odraz silný, je bližšie k zrkadlovému efektu a lesk je vysoký. Naopak, ak je povrchový difúzny odraz slabý, lesk je nízky, preto sa lesk nazýva aj zrkadlový lesk. Faktory ovplyvňujúce lesk povrchu súvisia s fyzikálnymi vlastnosťami povrchu a chemickými vlastnosťami materiálov použitých na povrchu. Metóda zisťovania zrkadlového lesku povrchu predmetu vyžaduje použitie merača povrchového lesku.
Drsnosť povrchu sa vzťahuje na nerovnomernosť malých rozostupov a malých vrcholov a údolí na spracovanom povrchu. Vzdialenosť (vlnová vzdialenosť) medzi dvoma vrcholmi alebo dvoma údoliami je veľmi malá (menej ako 1 mm), čo patrí k mikroskopickej chybe geometrického tvaru. Čím menšia je drsnosť povrchu, tým je povrch hladší.
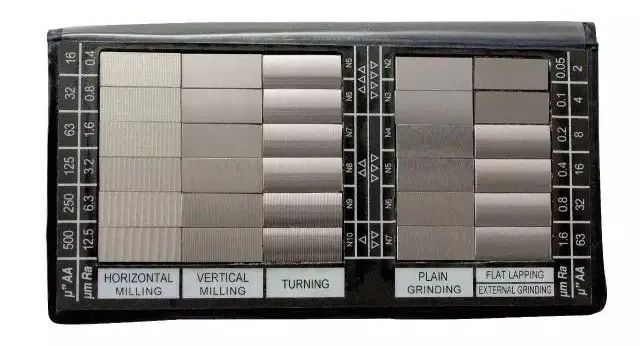
Drsnosť povrchu je vo všeobecnosti tvorená použitou metódou spracovania a ďalšími faktormi, ako je trenie medzi nástrojom a povrchom dielu počas spracovania, plastická deformácia povrchového kovu počas oddeľovania triesok a vysokofrekvenčné vibrácie v procese. systém. V dôsledku rozdielov v metódach spracovania a materiáloch obrobkov je hĺbka, hustota, tvar a textúra stôp zanechaných na spracovanom povrchu odlišná.
Drsnosť povrchu úzko súvisí so zodpovedajúcimi vlastnosťami, odolnosťou proti opotrebeniu, únavovou pevnosťou, kontaktnou tuhosťou, vibráciami a hlukom mechanických častí a má dôležitý vplyv na životnosť a spoľahlivosť mechanických výrobkov. Ra sa všeobecne používa na označovanie.
Vplyv drsnosti povrchu na diely sa prejavuje najmä v nasledujúcich aspektoch: Čím je povrch drsnejší, tým menšia je účinná kontaktná plocha medzi lícovanými povrchmi, tým väčší je tlak, tým väčší je odpor trenia a tým rýchlejšie dochádza k opotrebovaniu.
CNC nástroje Xinfa sa vyznačujú dobrou kvalitou a nízkou cenou. Podrobnosti nájdete na stránke:Výrobcovia CNC nástrojov – Čína Továreň na CNC nástroje a dodávatelia (xinfatools.com)
Vplyv na stabilitu lícovania Pri lícovaní s vôľou platí, že čím je povrch drsnejší, tým sa ľahšie opotrebúva, čo spôsobuje postupné zväčšovanie medzery počas pracovného procesu; pre uloženie s presahom, keďže mikroskopické konvexné vrcholy sú počas montáže stlačené naplocho, skutočná efektívna interferencia sa zníži a pevnosť spojenia sa zníži.
Ovplyvnenie únavovej pevnosti Hrubé diely majú na svojich povrchoch veľké žliabky, ktoré sú citlivé na koncentráciu napätia, ako sú ostré zárezy a trhliny, čím ovplyvňujú únavovú pevnosť dielov.
Ovplyvnenie odolnosti proti korózii Drsné časti uľahčujú prenikanie korozívnych plynov alebo kvapalín do vnútornej vrstvy kovu cez mikroskopické úžľabiny na povrchu, čo spôsobuje povrchovú koróziu.
Ovplyvnenie tesnenia Drsné povrchy nemôžu do seba tesne priliehať a cez medzery medzi kontaktnými povrchmi unikajú plyny alebo kvapaliny.
Ovplyvnenie kontaktnej tuhosti Kontaktná tuhosť je schopnosť povrchu spoja časti odolávať kontaktnej deformácii pri pôsobení vonkajších síl. Tuhosť stroja závisí vo veľkej miere od kontaktnej tuhosti medzi časťami.
Ovplyvnenie presnosti merania Drsnosť povrchu meraného povrchu dielu a meracieho povrchu meracieho prístroja priamo ovplyvní presnosť merania, najmä pri presnom meraní.
Okrem toho drsnosť povrchu bude mať rôzny stupeň vplyvu na povlak, tepelnú vodivosť a prechodový odpor, schopnosť odrazu a vyžarovanie dielu, odolnosť voči prúdeniu kvapalín a plynov a prúdenie prúdu na povrchu vodiča. .
Čas odoslania: 03.09.2024


